
How hybrid relays can simplify compliance
How hybrid relays combine mechanical and solid-state technologies to deliver the best of both worlds, while making it simpler to comply with the latest legislation for energy-using devices. By Benoit Renard, SCR/Triac Application Engineer, & Laurent Gonthier, SCR/Triac Application Manager, STMicroelectronics.
Hybrid-relays combine both a static-relay and a mechanical-relay in parallel, marrying the low voltage-drop of a relay to the high reliability of silicon devices. Motor starters and heater controls in home appliances are already common applications, but as RoHS compliance could render mechanical relays less reliable in power switching applications they are set to become even more attractive.
It can, however, be more challenging to implement the right control for this hybrid than it might seem at first glance; voltage spikes that may occur at the transition between the mechanical switch and the silicon switch could cause electromagnetic noise emission. This article offers advice on developing a control circuit thank can reduce these voltage spikes.
When choosing an AC switch, there are well known pros and cons to selecting either mechanical or solid-state technology. The advantages of silicon technology is its faster reaction time and the absence of voltage bounces at turn-on and sparks at turn-off; a main cause of EMI and shorter relay life-time. The advantages of an electromechanical solution are mainly reduced conduction losses, which avoid the use of a heat-sink for applications above approximately 2A RMS, and the insulation between the driving coil and the power terminals, which renders any opto-couplers to drive Silicon-Controlled Rectifiers (SCR) or triacs useless.
Another solution consists of using both technologies to implement a Hybrid Relay (HR) with one solid-state relay in parallel to an electromechanical relay. Figure 1 shows such a topology used in a motor-starter application. Only two hybrid relays are used here for this three-phase motor-starter: if both relays are OFF, the motor will remain in the off-state as long as its neutral wire is not connected. An HR could also be placed in series with Line L1 in case the load neutral is connected.
, and relayTriac control sequence (right)..jpg)
Figure 1 - motor-starter with hybrid-relays (left), and relay/Triac control sequence (right).
Zero-voltage switching
Switching mechanical relays at a voltage close to zero can extend their life-time by a factor of ten. This factor would be even higher if switching occurs with DC current or voltage. Importantly, since the RoHS Directive (2002/95/EC) exemption for cadmium suppression expires on July 2016, silver-cadmium-oxide, which is used in contacts to prevent corrosion and contact welding, could be replaced with Ag-ZnO or Ag-SnO2. These contacts could present a shorter life-time unless bigger contacts are used to compensate.
Switch-on at zero voltage also allows the inrush current to be reduced with capacitive loads like electronic lamp ballasts, fluorescent tubes with compensation capacitor or inverters. This will also help to extend capacitor life-times and to avoid mains voltage fluctuations.
Additionally, solid-state technology allows the implementation of a progressive soft-start or soft-stop. A smooth motor acceleration and deceleration will reduce mechanical system wear and avoid damage to applications like pumps, fans, tools and compressors. For example, water hammer phenomena will disappear in pipe systems, and V belt slippage could be avoided, as could jitter with conveyors. Such HR starters are commonly employed in applications in the range of 4 to 15kW, but could also be used in applications up to 250kW.
Hybrid Relays are also used in heater applications. Heating power or room/water temperature is usually set with a burst control. A burst or cycle-skipping control consists of keeping the load on during a few cycles, ’N’ and off during ‘K’ cycles. The ’N/K’ ratio defines the heating power like the duty-cycle does in PWM control. The control frequency here is lower than 25-30Hz. But this is fast enough for a heating system’s time constant.
Source of EMI noise
Different control circuits could be considered to drive triacs, but an insulated circuit is mandatory in this application. As Figure 1 shows, the triacs do not have the same voltage reference, which is why an insulated control circuit - typically implemented with an opto-triac or a pulse transformer - is normal.
Figure 2 illustrates an opto-triac driving circuit. Triac gate current is applied through R1 when the opto-triac LED is activated (when the MCU I/O pin is set at high side). Resistor R2, connected between triac G and A1 terminals, is used to derive the current coming from the opto-triac parasitic capacitor each time a voltage transient is applied. Usually a 50 to 100Ω resistor is used. The operation principle of this circuit makes a spike voltage occur at each Zero Current Crossing point (as shown on Figure 2), and this happens even if an opto-triac with a built-in Zero-Voltage-Crossing circuit is used.
, and voltage spikes at current zero crossing (right)..jpg)
Figure 2 - Opto-Triac driving circuit (left), and voltage spikes at current zero crossing (right).
Indeed, with an opto-triac circuit, a voltage has to be present across triac A1 and A2 terminals to allow a gate current to be applied. When the triac is ON, the voltage drop across it is close to 1 or 1.5V. This voltage drop is not high enough to provide a current through the gate as it is lower than the sum of the opto-triac and G-A1 junction voltage drops (both higher than 1V). So, each time the load current reaches zero, since no current is applied to its gate, the triac turns off.
Since the triac is off, the line voltage is applied back to its terminals. This voltage must then reach VTPeak or high enough so that the current applied to the gate reaches the triac IGT. With a T2550-12G triac (a 25A 1200V triac with a 50mA IGT) used during the tests shown in Figure 2, this max peak voltage equals 7.5V (during negative transitions). Assuming a 0.8V and 1.1V typical voltage drop respectively for the G-A1 junction and for the opto-triac, this gives a 28mA gate current with a 200Ω R1 resistor. This current is the required IGT current for a turn-on in quadrant 3 (negative VT voltage and negative gate current) for the sample used. The VTPeak voltage could even be higher for a sample with an IGT level closer to the max specified value (50mA) or if the device works at a lower junction temperature, as the IGT increases when the temperature decreases.
Since this VTPeak voltage occurs at twice the line frequency (100Hz for a 50Hz mains), the emitted EMI noise could make the application exceed the emission limits defined by the EN 55014-1 standard for household appliances and electric tools. It should also be noted that this noise only occurs when the triac is conducting. As soon as it is bypassed by the relay, this noise disappears. The EN 55014-1 limit to apply for a discontinuous disturbance, depends on the repetition (or ‘click’) rate, i.e. on the HR operating frequency, and on the disturbance duration.
To avoid these voltage spikes, a pulse-transformer could be used in preference to an opto-triac. Adding a rectifier full-bridge and a capacitor to smooth the rectified voltage at the transformer secondary allows a DC current to drive the triac gate. Thus, there is no more spike voltage at each Zero Current crossing. However, a disturbance still occurs at the conduction transition from the mechanical relay to the triac. Such a transition only occurs at HR turn-off. Figure 3a shows the voltage spike that occurs during this phase; it happens precisely when the triac is switched ON - when the entire load current suddenly switches from the relay to the triac. Figure 3b illustrates a zoom-in view of the current increase through the triac. The dIT/dt rate is close to 8A/µs. As the Triac was triggered but not conducting (as the entire current was still circulating through the mechanical relay), its silicon substrate presents high resistivity when the current begins to flow. This high resistivity will lead to a high peak voltage, which equals 11.6V on the experimental test performed with a T2550-12G shown in Figure 3.
 – zoom at Triac turn-on (b)..jpg)
Figure 3 - HR turn-off (a) – zoom at Triac turn-on (b).
After the triac has started to conduct, both top and bottom P-N junctions of the triac silicon structure will inject minority carriers into the substrate. This injection will allow the substrate resistivity to decrease, and the on-state voltage to decrease down to approximately 1 to 1.5V.
This is the same phenomenon that leads to a peak voltage drop across a PIN diode that turns on with a high rate of current increase. This is the reason why a PIN diode datasheet gives a VFP peak voltage, depending on the applied dI/dt, which can have an impact on an application’s efficiency if it occurs at a high frequency. For an HR application, this VFP voltage only occurs once at HR turn-off and does not have to be considered to evaluate the power losses.
It should also be noted that, since the VFP phenomenon is due to the time needed to modulate the substrate resistivity by injecting minor carriers, this voltage is higher for a 1200V device than for an 800V triac, like a T2550-8 for example. So the voltage a device is required to withstand has to be selected with care as an excessively high margin will lead to a higher peak voltage at turn-on.
Even if the measured peak voltage is higher than the one measured with the opto-triac circuit, EMI content is reduced as this phenomenon occurs only once per cycle, at each HR turn-off, and lasts just a few microseconds. Because of this, a pulse-transformer driving circuit is preferred despite its bigger size and its higher cost due to expensive ferrite cores.
Reducing peak voltage
To reduce the VFP phenomenon on HR applications, a few easy tips can be implemented on the control circuit. The most effective one is to control the relay to switch OFF during negative current conduction. Indeed, the VFP phenomenon is lower for a negative current. Figure 4 shows the VFP voltage measured for the same test conditions as that of Figure 3b but for a negative current. It can be seen that the VFP is reduced by 2, from 11.6V for a positive current to 5.5V here. The lower VFP voltage for negative polarity is due to the easier silicon structure turn-on in quadrant 3 compared to quadrant 2 (positive A2-A1 voltage and negative gate current).
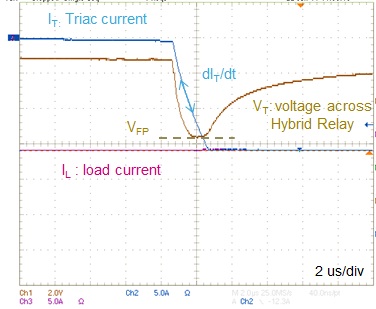
Figure 4 - VFP for a negative switched current
A second tip consists of increasing the triac gate current. For example, with a T2550-12G triac, the VFP can be reduced by 2 to 3, especially for a positive switched current, when a 100mA gate current is applied instead of applying the specified IGT level (50mA) only. Another solution to reduce VFP voltage is to try to open the relay close to the zero current crossing point. Indeed, limiting the switched current will also limit the applied dIT/dt at triac turn-on. Of course, to implement such a solution, a mechanical relay with a turn-off time lower than a few ms has to be selected. Reducing the dIT/dt can also be achieved by adding an inductor in series with the triac. A short PCB track between the mechanical relay and the triac is then not advised here.
More often now, Hybrid-Relays are used in applications to deliver longer life-times while achieving more compact size, a point particularly required in switching gears. Reasons for the occurrence of voltage spikes have been explained. Solutions have been presented to reduce their amplitudes like switching-off the relay for a negative current conduction, applying a DC and higher gate current, or adding an inductor in series with the triac.

Featured products

MAX17793
Analog Devices Inc.

3V to 80V, 3A, High-Efficiency, Synchronous Step-Down DC-DC Converter
| SKU: | MAX17793 |
|---|---|
| Stock: | 9316 |
| Cost: | $3.64 |

MAX22516
Analog Devices Inc.

IO-Link Data Link Controller with Transceiver and Integrated DC-DC
| SKU: | MAX22516 |
|---|---|
| Stock: | 8000 |
| Cost: | $5.42 |
Product Spotlight
102991834
BeagleBoard

Single Board Computer (SBC), BeagleY-AI
AM67A BeagleY-AI Jacinto 7 AR...
| SKU: | 2820-102991834-ND |
|---|---|
| Stock: | 208 |
| Cost: | $56.24 |
SC1110
Raspberry Pi

Raspberry Pi 5 2GB
The Raspberry Pi 5 2GB model represents a leap for...
| SKU: | 2648-SC1110-ND |
|---|---|
| Stock: | 0 |
| Cost: | $38.33 |
AKX00069
Arduino

Arduino Plug and Make Kit
The Arduino Plug and Make Kit features the ...
| SKU: | |
|---|---|
| Stock: | 968 |
| Cost: | $66.97 |
300361-0011
Molex

MX150 Mid-Voltage MatSealed Female Connector Assembly, Dual Row, 20 Circ...
| SKU: | |
|---|---|
| Stock: | 280 |
| Cost: | $2.51 |